Vacuum Casting,Vacuum molding,Fast mold making processes for low volume production 10-100pcs
Vacuum Casting
In many cases, casting metal in the natural environment produces quality results, but in some instances metalcasters have figured out how to act against nature in order to achieve optimal properties from their cast components. By using a vacuum to evacuate air in an enclosed area, either to produce a vowin.cn/' target='_blank'>mold, pour castings or melt metal, metalcasters can successfully produce complex, difficult castings.
Because a vacuum is used in various ways during different steps of the metalcasting process, the term "vacuum casting" can be unclear. An aerospace engineer may associate vacuum casting with the method of melting high-alloy or superalloy material under a vacuum to avoid oxidation of the highly reactive elements.
But an engineer working with pumps and impellers may think of the mold-filling method using differential pressure caused by a vacuum to draw metal into the mold cavity.
This article will take you through a few of the vacuum casting methods used in a range of molding processes. From thin walls to dimensional accuracy, vacuums can use the unnatural to make certain metal castings possible.
Vacuum-Assisted Casting
If you’ve ever sipped a drink through a straw, then you understand the analogy of vacuum-assisted casting, an alternative to traditional gravity pouring. In this method, molten metal is drawn into the mold, like soda climbing up the walls of a straw, for a more controlled, less turbulent fill of the mold cavity.
“You’re controlling the rate at which the cavity is filling,” said Dave Bumbar, president of Aurora Metals Div., Montgomery, Ill., which produces castings with permanent, semi-permanent and sand molds. “By doing that, you can bring the metal in slower for less turbulence, or you can speed up how the mold fills to get more detail in thin sections.”
This type of vacuum casting offers dimensional accuracy, a clean appearance and good mechanical properties in a near-net shape package.
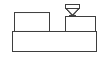
How It Works
While the process may differ slightly from facility to facility, the basics of vacuum-assisted casting generally are the same. The mold is encapsulated in a housing that is sealed and placed above the furnace of molten metal. The sprue or gating, or some form of spout, which is located at the bottom of the mold in the housing, is submerged into the metal. A vacuum is then applied to the housing, which evacuates the atmosphere in the housing to create differential pressure between atmosphere pressure above the melt and inside the mold. This differential pressure is what forces the molten metal from below the surface into the mold cavity.
While gravity pouring has its advantages, within some geometries it can result in a turbulent metal flow that can lead to entrained gas. The objective of vacuum casting is to control the metal flow as much as possible for a tranquil mold fill. For metal castings that call for a sound, consistent integrity, vacuum casting may deliver.
The following advantages of vacuum casting lend the process to precision
applications:
•flow rate of molten metal into the mold cavity can be accurately controlled, improving overall metalcasting soundness;
•flow rate of the molten metal can be increased to fill the mold cavity more quickly than with gravity pouring, resulting in the fillout of thinner casting sections;
•metal drawn into the mold cavity is from below the surface of the molten metal bath, avoiding slag and inclusions;
•critical metal temperature variations can be more consistently controlled since the mold is taken to the furnace rather than vice versa;
•good surface finish;
•excellent dimensional tolerances;
•it is often easier to automate than gravity pouring.
This method of vacuum casting is used in the permanent mold, diecasting, investment casting and sand casting processes. Choosing the molding method for vacuum casting usually follows the same guidelines as choosing the molding method for typical gravity pouring.
“If it’s low volume, a part lends itself to gravity or vacuum cast sand,” Bumbar said. “If it’s higher volume, we’ll usually go gravity or vacuum cast permanent or semi-permanent mold.” In addition to quantities, the size of the castings also plays an influential role in determining the type of molding process utilized.
Aurora Metals has been utilizing a vacuum to draw metal into a mold since the 1940s. Historically, the facility only had been able to use its process with copper-base alloys and some other nonferrous alloys because the firm was using steel molds. But, two years ago, the metalcaster began developing a method to use its vacuum casting equipment to accommodate sand molds and now can vacuum-cast stainless steel components. This has opened up a new section of the pump industry for Aurora Metals, which has been manufacturing bronze impellers via vacuum casting for decades.
Aurora’s permanent mold and sand mold shop sticks to more moderate volumes and prefers to vacuum cast its heavier parts. Because the facility utilizes manual ladling in its typical gravity-pouring operations, castings that weigh more than 20 lbs. are more difficult to hand-pour on a consistent basis. In these instances, the closely controlled and measured vacuum method eases the filling of molds for larger castings.
Countergravity for Investment Casting
Vacuum or vacuum-assisted casting is sometimes referred to as countergravity casting. Countergravity casting can be performed using low pressure, electromagnetic pumping or a vacuum. Hitchiner Manufacturing Co., Milford, N.H., uses countergravity pouring with a vacuum to produce high volume investment castings. Part sizes at Hitchiner range from ounces to 3-4 lbs., with volumes as high as 150,000 parts per day.
“This is well suited to the production of high volume investment castings because vacuum pouring conforms much better to automation,” said Paul Mikkola, president of Metal Casting Technology, a joint venture between General Motors Corp. and Hitchiner Manufacturing Co.
Ideal castings for the highly automated countergravity-poured investment casting process have thin walls and are of high volume. Markets include automotive, aerospace, golf clubs, military, land-based gas turbines and medical. Hitchiner can cast down to 1-mm wall thickness, but typical thicknesses are 2.5 to 10 mm.
"Gravity is gravity,” Mikkola said. “You can’t vary the amount. But you can work against gravity with the differential pressure of a vacuum.”
After the casting is filled and the gates are solidified, the vacuum is released, causing the metal in the sprue and gating to return to the furnace. This results in a better metal yield with less gating to cut off. According to Mikkola, metal yields can approach 90%, and more parts can be made per mold. This metal yield makes the process attractive for alloys such as steel or nickel base, which are more expensive materials. Mikkola sees a more limited application for nonferrous alloys and does not recommend the process for ductile iron applications since the vacuum tends to pull out some of the necessary elements, such as magnesium.
The disadvantage of the vacuum in this method is that the vacuum must be left on until the gating has solidified. “As parts get larger, that takes too long, so the process is better suited for thin walls,” Mikkola said.
V-Process
V-process molds, which often are gravity poured, are given their shape with the use of a vacuum. This method, which was brought to the U.S. from Japan in the 1970s, involves the use of a vacuum to hold unbonded sand in place in the mold as the casting is poured.
According to Rich Sellman, president of Harmony Castings, the first V-process facility in the U.S., this process is a good choice for start-up and low to medium volume jobs before they eventually become high volume and move to a different process better suited for larger quantities. Lead times are short (two to three weeks to receive the pattern, two to three weeks for review, three to five weeks to be in production after first article approval), and patterns are guaranteed for life.
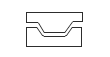
How it Works
The V-process starts with a urethane/plastic pattern placed in a hollow carrier. A thin sheet of plastic film is heated and vacuum-fitted to the pattern, covering it. A flask is placed around the film-covered pattern and filled with a fine, dry unbonded sand. Vibration compacts the sand to fill in the crevices and reach maximum bulk density.
A second sheet of plastic film is placed on top of the mold, and the vacuum is released from the pattern and applied to the flask with sand. The flask is stripped of the pattern, ready for pouring. The other half of the mold is produced in a similar manner, then aligned with the first half. The cope and drag assembly remain under vacuum while the molten metal is poured. The plastic film melts and is replaced by the metal. After the metal has solidified, the vacuum is released and the sand falls away from the casting.
Advantages of the V-process include:
•zero degree draft;
•wall thicknesses of 0.125 in. over large areas and 0.09 in. in small areas;
•tight tolerances;
•unlimited pattern life; when pattern changes are required they are easy to alter at a low cost.
•125-150 RMS surface finish;
•excellent reproduction of details;
•repeatability.
At Harmony Castings, the V-process is best fit for production volumes up to 10,000 pieces per year. Because of the short lead times, it also can be used for prototyping purposes. Typical applications can be found in the automotive, medical and telecommunications industry, where components with zero draft and thin wall requirements are abundant. Zero draft also means a reduction in part weight. The dimensional accuracy and repeatability of V-process castings is tight, as well.
“There are a lot of tolerances that we’ll hold that end up eliminating machining,” Sellman said.
Vacuum Melting
For those who work closely with the aerospace industry, the term vacuum casting likely will be interpreted as the use of a vacuum during the melting of metal material. Many of the complex alloys and superalloys, such as titanium and nickel-based, used in this industry are reactive with atmospheric oxygen or nitrogen. Melting these alloys in a vacuum, under an oxygen-free atmosphere, limits the formation of nonmetallic oxide and nitride inclusions in the metal.
Advantages of vacuum melting include:
•low losses of alloying elements by oxidation;
•very close compositional tolerances;
•precise temperature control;
•low level of environmental pollution;
•removal of undesired trace elements with high vapor pressure;
•removal of dissolved gasses, such as hydrogen and nitrogen.
Without this process of melting, production of many superalloy and complex alloy castings would be extremely difficult or impossible. Vacuum melted alloys normally are poured into investment molds which are positioned within the vacuum melt chamber or adjacent evacuated vessel. METAL