die casting partsSpecialty Die Castingzincalmg different material
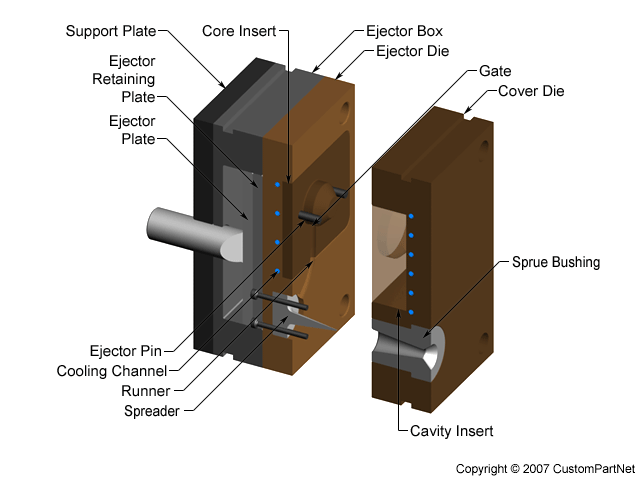
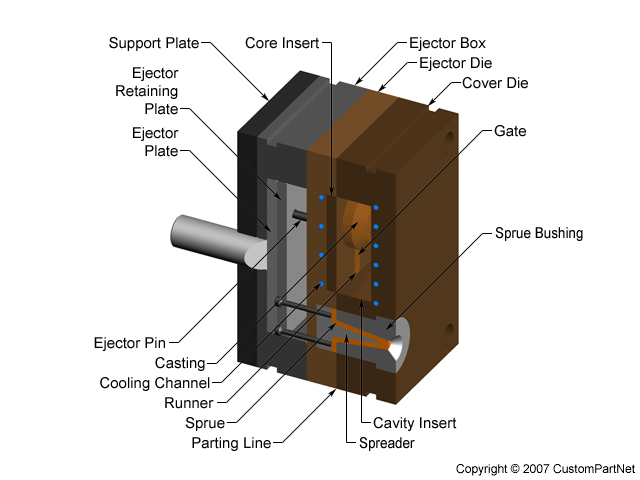
The dies into which the molten metal is injected are the custom tooling used in this process. The dies are typically composed of two halves - the cover die, which is mounted onto a stationary platen, and the ejector die, which is mounted onto a movable platen. This design allows the die to open and close along its parting line. Once closed, the two die halves form an internal part cavity which is filled with the molten metal to form the casting. This cavity is formed by two inserts, the cavity insert and the core insert, which are inserted into the cover die and ejector die, respectively. The cover die allows the molten metal to flow from the injection system, through an opening, and into the part cavity. The ejector die includes a support plate and the ejector box, which is mounted onto the platen and inside contains the ejection system. When the clamping unit separates the die halves, the clamping bar pushes the ejector plate forward inside the ejector box which pushes the ejector pins into the vowin.cn/' target='_blank'>molded part, ejecting it from the core insert. Multiple-cavity dies are sometimes used, in which the two die halves form several identical part cavities.
The flow of molten metal into the part cavity requires several channels that are integrated into the die and differs slightly for a hot chamber machine and a cold chamber machine. In a hot chamber machine, the molten metal enters the die through a piece called a sprue bushing (in the cover die) and flows around the sprue spreader (in the ejector die). The sprue refers to this primary channel of molten metal entering the die. In a cold chamber machine, the molten metal enters through an injection sleeve. After entering the die, in either type of machine, the molten metal flows through a series of runners and enters the part cavities through gates, which direct the flow. Often, the cavities will contain extra space called overflow wells, which provide an additional source of molten metal during solidification. When the casting cools, the molten metal will shrink and additional material is needed. Lastly, small channels are included that run from the cavity to the exterior of the die. These channels act as venting holes to allow air to escape the die cavity. The molten metal that flows through all of these channels will solidify attached to the casting and must be separated from the part after it is ejected. One type of channel that does not fill with material is a cooling channel. These channels allow water or oil to flow through the die, adjacent to the cavity, and remove heat from the die.
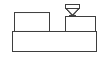
 Die assembly - Open (Hot chamber) |
 Die assembly - Closed (Hot chamber) |
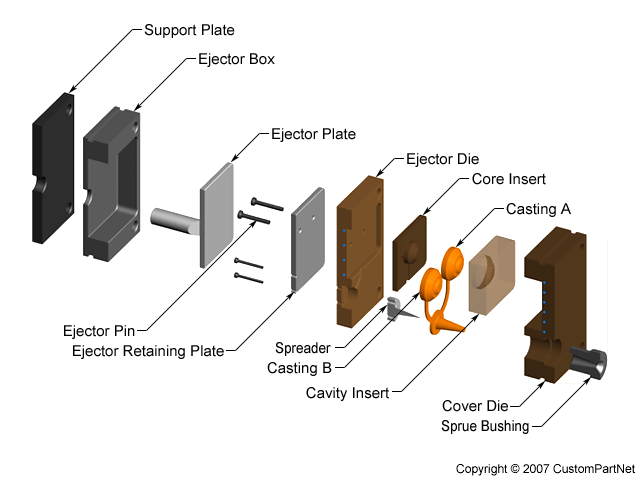 Die assembly - Exploded view (Hot chamber) |
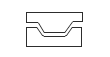
 Die assembly - Opened (Cold chamber) |
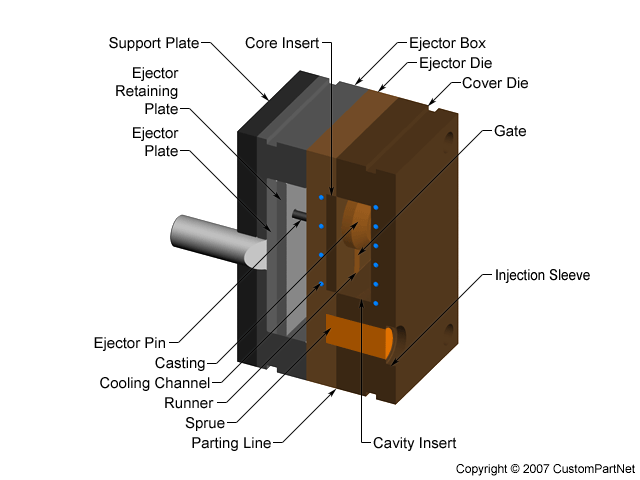 Die assembly - Closed (Cold chamber) |
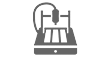
 Die assembly - Exploded view (Cold chamber) |
In addition to these many types of channels, there are other design issues that must be considered in the design of the dies. Firstly, the die must allow the molten metal to flow easily into all of the cavities. Equally important is the removal of the solidified casting from the die, so a draft angle must be applied to the walls of the part cavity. The design of the die must also accommodate any complex features on the part, such as undercuts, which will require additional die pieces. Most of these devices slide into the part cavity through the side of the die, and are therefore known as slides, or side-actions. The most common type of side-action is a side-core which enables an external undercut to be molded. Another important aspect of designing the dies is selecting the material. Dies can be fabricated out of many different types of metals. High grade tool steel is the most common and is typically used for 100-150,000 cycles. However, steels with low carbon content are more resistant to cracking and can be used for 1,000,000 cycles. Other common materials for dies include chromium, molybdenum, nickel alloys, tungsten, and vanadium. Any side-cores that are used in the dies can also be made out of these materials.