What is vacuum casting? Vacuum casting in polyurethane is quick, versatile and cost-effective for producing small quantities of high-quality, detailed parts. These typically simulate parts injection moulded from engineering plastics or thermoplastic
Vacuum casting in polyurethane is quick, versatile and cost-effective for producing small quantities of high-quality, detailed parts. These typically simulate parts injection moulded from engineering plastics or thermoplastic elastomer (TPE) materials. Vacuum casting is also ideal for overmoulding.
Polyurethane (PU) is cast in silicone rubber moulds, with a vacuum drawing off entrapped air. After curing, the part is removed from the mould for finishing.
Polyurethane is available in grades to simulate materials ranging from soft rubbers to rigid plastics.
A master pattern is prepared, usually by SLA 3D printing, and hand-finished to a high standard. When the master pattern is 3D printed, it could have a casting gate and risers added or these can made separately and attached.
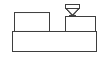
The master pattern, with casting gate and risers, is positioned in a fabricated case (Box) and liquid silicone rubber poured around it. This takes place in a vacuum chamber to deaerate the silicone and ensure there are no bubbles to mar the mould’s surface finish. The mould is then heated to cure the silicone.
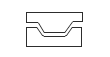
After curing, the mould is carefully cut, the master pattern is removed and the mould inspected.
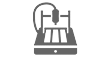
With the mould reassembled and a casting funnel inserted, it is returned to the vacuum chamber for pouring the liquid polyurethane. The vacuum deaerates the polyurethane to ensure all details are moulded and the surface finish is blemish-free. After pouring, the mould is heated to cure the polyurethane.
Once the cured polyurethane has cooled, the mould is opened, the part removed, and the gate and risers cut off. Finally, the part is inspected and finishing operations performed. Some parts may need to be placed on a curing fixture for a period of time (up to 7 days) to maintain shape or tighter tolerances.